SEARCH SITE
AAC混凝土热压罐
蒸压加气混凝土(Autoclaved aerated concrete, AAC)是一种用于各种建筑的隔热性能很好的混凝土材料。AAC有优异的隔热性能,安装也很容易。另一个好处是它可以在施工现场使用标准碳钢工具进行切割。
热压罐通过蒸汽来对AAC进行处理。这些热压罐一般都很长,可以容纳轨道车装载技术以及大型零部件。ASC是美国国内少数几家AAC热压罐生产商之一。


安全设计
ASC对极度安全的AAC热压罐的设计引以为自豪。我们在所有AAC高压容器中使用了经过实践证明有效的能够迅速打开的阀门并设计了显著的腐蚀余度和安全因素,以保证多年的安全操作。ASC可以制造满足ASME,PED和其他高压容器规定的AAC热压罐。
阀门设置
AAC热压罐的阀门可以垂直摆动,侧向摆动或者旋转式。ASC的设计是实践证明有效的,并可以根据客户设施和制造流程的要求进行定制。
加热分布
我们的AAC热压罐已经设计了良好的热传导性能,并使热压罐提供了一致的温度。内部管道和蒸汽分布管道可以满足客户确切的装载和循环时间要求。
装载系统
ASC可以提供整合了轨道系统,装载系统,运输车以及自动坑桥的AAC热压罐。请告诉我们您的要求,我们将设计一套能够满足您的需求的系统来。

两个15英尺X40英尺热压罐的现场制造
现场制造热压罐打印视图
当热压罐的尺寸太大无法通过卡车运输时,这些热压罐就必须现场制造。ASC公司是世界上最有经验的热压罐现场制造商之一,每年都有多个现场制造工程在同时进行。
什么时候需要现场制造?
当热压罐的内部直径超过12英尺(3.6米),运输的成本就会变得很高。在这种情况下ASC公司一般将进行成本-收益分析来决定哪种制造方式可以为客户带来最大价值。由于气候和其他因素,现场制造与工厂制造相比效率要低一些,因此所有这些因素都会给予综合考虑。
现场制造需要花费多长时间?
现场制造的时间从50个星期到90个星期不等。这取决于热压罐的尺寸和复杂程度,以及钢铁,头部以及锻造等占用的时间。

为滚轮架准备的制造区域

多个分段被焊接到一起形成柱形容器
在屋顶隆起的室内进行现场制造

组装前将锁定环锻件固定好位置

将壳体法兰和锁定环固定在容器上

将热压罐头部和头部法兰固定在容器上

为滚轮架准备的制造区域
现场制造流程
对于现场制造项目,ASC公司会和客户密切配合来决定容器和热压罐的制造地点。如果客户能够及时将热压罐基坑准备好,那么我们将倾向于在基坑制造热压罐。但是有些时候这是不可能的,或者是由于基坑不能及时准备好,或者是客户生产上的需要导致的限制。在这种情况下,ASC公司会要求客户提供附近一个混凝土坪来制造热压罐。
当工程开始以后,ASC公司会立即购买用于容器头部,厚钢板,和门锻件。厚钢板会从钢厂直接购买,交付周期大约在10到14个星期。当钢板制造完场后,它会转运到附近的工厂进行轧制。轧制需要2到3个星期,完成后,轧制的外壳段会运到现场制造点。容器头部会由某个制造商提供,根据尺寸需要14-20个星期的时间制造。锻造的锁环零部件(外壳法兰,锁环,和头部法兰)需要10到12个星期的锻造时间,以及另外8到12个星期的机器加工时间。当轧制钢分段达到制造地点时,ASC公司的现场工作人员会用吊车将每个分段从卡车上吊起来并固定在事先放好的转向辊上。转向辊是重型机床,它用于旋转外壳段,使埋弧自动焊机可以焊接容器的圆周接缝。
这个时候现场工作人员大约有3到4名,他们的任务只限于使用焊接工艺将各个分段焊接起来。不幸的是,每次只能焊接一边,因此工作效果多少受到影响。这一焊接流程根据压力容器的尺寸的不同需要花费几个月的时间。
与工厂制造不同的是,现场制造将带来额外的开支,包括因为天气不好或者天冷的原因带来的开支。在某些情况下ASC会在关键性的制造流程时给热压罐盖上屋顶加以保护。
在缝焊工艺的某个时间点,热压罐的前盖和后盖会运到制造点。大型罐盖可能会作为一个整体运输,也可能会分开运输。当后盖运到时,它会马上卸载下来并立即安装到外壳的尾部。当经过机器加工的锁环部件到达时,现场工作人员将开始门的装配和焊接。这包括零部件的定位和焊接,液压缸的固定,以及将前盖焊接到锻造好的头部法兰上。
当零部件都装好后,外壳法兰和锁环锻件将从组装体上拆除,并安放在压力容器上。这个外壳法兰锻件将焊接到主体上。
当圆柱形外壳完全焊接好以后,现场主管会开始在容器上布置打孔。这一流程需要2到3天。当布置完成以后,现场工作团队就开始在容器上安装和焊接管嘴,法兰和其他通道。这一过程根据管道的复杂度和数量的不同大约需要2到4个星期。当所有通道都完全焊接好以后,热压罐将从转向辊上拆卸开来,并安装到钢制鞍型底座上。这一底座是设计用来承载压力容器,并将它的重量分散到一个大的底盘上。这一底座要么是在ASC的工厂里事先造好并运来,要么是在现场制造。大型吊车将压力容器从转向辊上吊起来并安放在已经就位的底座上。同时前盖和法兰也会用吊车安装到热压罐的前部并暂时锁定就位。同时,现场工作人员开始固定铰链和门组件。一般情况下门组件将在ASC的工厂造好,但有时也会在现场制造。
最后,当容器制造完成,而且所有的容器预检,X光检查,和热处理完成以后,压力容器将装满水开始进行水压测试。水压测试是将热压罐的压力提高到最大设计压力的130%,以此测试并验证热压罐的设计。水压测试由一名授权的压力容器检查员在场监督,如果一切顺利,检查员将签署ASME U1A数据报告,这表明压力容器的制造完成。
当容器的制造完成,ASC会增加现场的人手,开始将压力容器转变成热压罐的必要的工作。这包括15-25个现场工作人员,他们负责制造并安装绝缘材料,衬套,地板,风扇,和热压罐的其他部件。当热压罐制造工作进行时,ASC公司会和客户沟通将热压罐从制造地转移到最终安放点的相关事项。水压测试结束后制造热压罐所花费的总时间大约需要4到6个月。

30B UF6储存罐
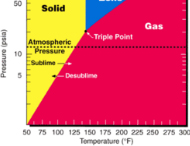
UF6相变图
核热压罐
六氟化铀(UF6)是放射性剧毒材料,它被核燃料生产商用于富集工艺。热压罐被用于在整个燃料处理生命周期中对储存罐中的UF6进行转移和抽样。由于UF6的危险性,这些热压罐的设计考虑了高耐久性和多个层面的安全因素。在出现地震的情况下,这些热压罐必须保持完整,不泄露任何放射性物质。
ASME NQA-1认证
ASC公司已经为世界上最大的核燃料生产商建造了核材料取样和转移热压罐。这些热压罐的设计和制造需要遵守ASME NQA-1核质量标准。ASC公司有能力完成整个设计制造项目,或者按照客户提供的设计方案进行制造。
取样热压罐
取样热压罐被用于缓慢加热和熔化储存在30B和48F/Y储存罐里的富集的UF6。当储存罐完全熔化,热压罐和储存罐和向前倾斜,少量的产品就会转移到小型取样瓶中。这些热压罐非常复杂,使用了多个安全系统和连锁。热压罐有多个作用:加热,取样,重新固态化,以及密封。
ASC公司是美国目前唯一通过认证并有能力为核燃料工业提供取样热压罐的公司。
转移热压罐
转移热压罐类似于取样热压罐,但是它们的作用是加热UF6直到UF6达到气态。然后UF6从30B/48F/48Y储存罐转移到下一流程。
ASC公司也是美国目前唯一通过认证并有能力为核燃料工业提供转移热压罐的公司。
玻璃层板热压罐
夹层玻璃热压罐用于粘合和固化夹层“安全玻璃”。ASC公司的 Econoclave GLS热压罐是市场上最先进的夹层玻璃热压罐解决方案。



优异的夹层性能
ASC公司的GLS热压罐拥有无可比拟的温度和气流均匀性能,以确保均匀地加热和冷却玻璃产品。每一热压罐使用我们专利技术的H-Slot ™气流系统来产生从热压罐前端到后端的均匀的气流
更短的循环次数
Econoclave GLS热压罐配有标准的加强空气循环系统,这一系统比市场上同类产品可以为夹层玻璃多提供平均50%的气流。由此带来的好处是,夹层玻璃的循环次数与传统夹层玻璃热压罐相比将降低将近50%。这意味着更高的生产率和更低的生产成本。
节约能源成本 = “绿色解决方案”
热压罐空气压缩机和加热操作成本对夹层玻璃生产商的利润有很大影响。我们在设计Econoclave ® GLS热压罐时充分考虑到了这一点。Econoclave独特的设计意味着相同的生产能力,我们的热压罐的压力容器尺寸比同类产品要小20%。热压罐尺寸的减小将相应地降低压缩和加热成本,对产量大的工厂而言这可以每年节约10万美元的成本。
创新循环系统
ASC公司可以提供我们拥有专利的CRS(压缩降低系统)系统,它是为热压罐压缩空气环境的再利用和再循环而设计的,可以降低压缩成本30%,使每年的运营成本降低数万美元。
内部气流配置
ASC可以提供Econoclave GLS系统以满足客户的生产要求。我们可以设计带有侧部气道,顶部气道或者底部气道的纵向气流热压罐。我们还可以提供带有垂直气流的热压罐,以满足挡风玻璃生产商的需要。
热压罐工作车
ASC公司的工程人员可以根据客户需要设计热压罐工作车。我们的工厂可以制造各种型号的工作车。
硫化热压罐
硫化热压罐在橡胶工业中用于将天然橡胶转化成固化处理的交联硫化橡胶产品。硫化热压罐还可以用于固化塑料。硫化热压罐使用流通内部蒸汽(流通蒸汽和热空气的混合物)或者只是热空气。硫化热压罐用于固化轮胎,胶管,和其他一些不能使用标准压缩成型工艺制造的产品。
根据橡胶种类的不同,硫化工艺的温度可以从室温(有机硅塑料)直到350 °F (170 °C) 甚至更高(轮胎)。
任何尺寸和能力
无论你是需要用于小型零部件生产的硫化罐或者17英尺(5.2米)直径的大型轮胎制造的热压罐,ASC公司都可以根据要求设计并制造。我们的制造基地有能力制造直径17英尺(5.2米)长度150英尺(45.7米)的热压罐。
如果你需要更大的硫化罐,那么ASC可以在客户所在地方进行现场制造。
任何规格型号
ASC公司的硫化热压罐可以设计为水平或者垂直的。我们还可以整合蒸汽锅炉,真空泵,和工作车。请告诉我们你的要求,我们会提供满足你需要的硫化罐解决方案。
以长寿命和安全操作为目的而设计
我们使用实体建模和FEA分析来设计并验证所有热压罐压力容器和快开门。由于拥有足够的腐蚀裕量,我们的硫化罐容器可以在高强度生产环境中使用几十年。
先进的控制技术
针对不满足于手动控制的生产商,ASC公司可以提供CPC电脑控制系统来对整个硫化工艺自动化。CPC还可以提供数据存档和报告功能以验证硫化工艺流程。
 AUSTRIA
AUSTRIA BRAZIL
BRAZIL CHINA
CHINA FRANCE
FRANCE GERMANY
GERMANY ITALY
ITALY JAPAN
JAPAN LATIN AMERICA
LATIN AMERICA RUSSIA
RUSSIA SOUTH KOREA
SOUTH KOREA SPAIN
SPAIN UK
UK USA
USA